limbă
limbă
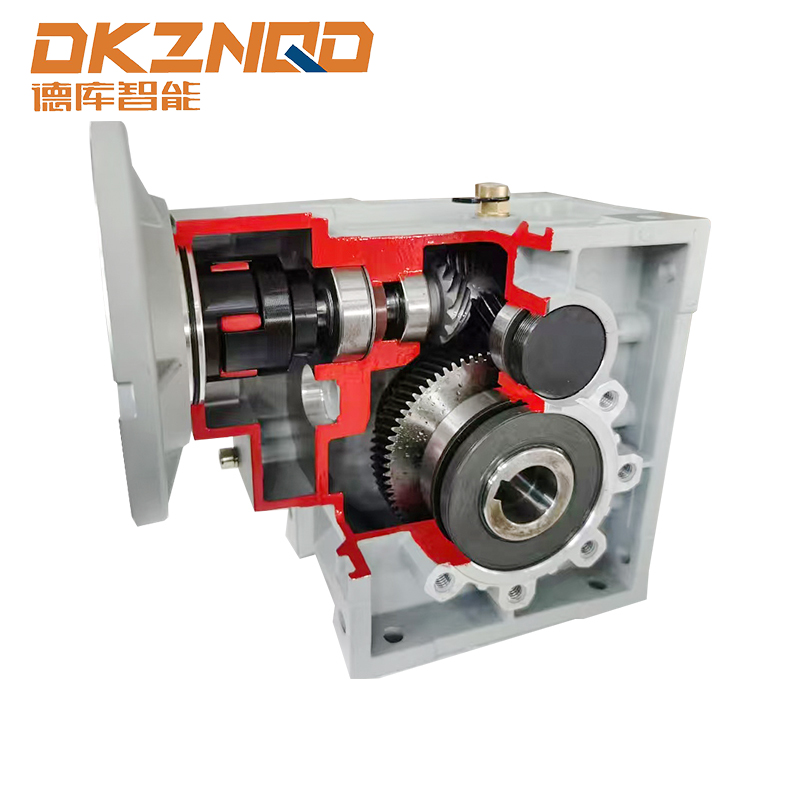
The Reductor hipoid BKM este o componentă critică în aplicațiile industriale grele, oferind o densitate mare a cuplului și o funcționare lină datorită geometriei sale unice a angrenajului hipoid. Cu toate acestea, ca toate sistemele mecanice, este susceptibil la anumite moduri de defecțiune care pot compromite performanța și longevitatea. Înțelegerea acestor defecțiuni, cum ar fi zâmbetul, înțeparea, ruperea dinților și uzura rulmenților, necesită o analiză sistematică a cauzelor fundamentale, inclusiv deficiențele de lubrifiere, alinierea greșită și factorii de stres operaționali.
1. Care sunt cele mai frecvente moduri de eroare în reductoarele de viteze hipoide BKM?
Reductoarele hipoide, inclusiv seria BKM, sunt proiectate pentru aplicații cu sarcină mare, dar acțiunea lor complexă de angrenare a angrenajului le face vulnerabile la modele distincte de defecțiuni. Uzura și pittingul sunt printre cele mai frecvente probleme, care decurg din încărcările ciclice repetate care induce oboseala suprafeței. Pe suprafețele dinților angrenajului se formează fisuri microscopice, propaindu-se în cele din urmă în gropi vizibile. Acest lucru este exacerbat de lubrifierea inadecvată sau prezența contaminanților abrazivi.
Scorul și micropitting apar atunci când filmul de lubrifiant nu reușește să separe în mod adecvat dinții angrenajului, ceea ce duce la contactul metal-metal. Frecarea ridicată de alunecare inerentă angrenajelor hipoide accelerează acest proces, ducând la zgârieturi de suprafață sau fisuri fine cunoscute sub numele de micropitting. Ruperea dinților, deși mai puțin obișnuită, este catastrofală și, de obicei, provine din supraîncărcări bruște, tratament termic necorespunzător sau concentrații de stres induse de nealiniere.
Defecțiunile lagărelor însoțesc adesea problemele angrenajelor, deoarece reductoarele hipoide se bazează pe rulmenți de precizie pentru a suporta sarcinile axiale și radiale. Lubrifianții contaminați, preîncărcarea necorespunzătoare sau temperaturile de funcționare excesive pot degrada performanța rulmenților. Scurgeri de ulei, deși nu provoacă în mod direct defectarea angrenajului, degradarea etanșării semnalului sau nepotrivirile de dilatare termică, ceea ce poate duce la înfometarea lubrifiantului și deteriorarea secundară.
2. Cum influențează lubrifierea durata de viață a unui reductor hipoid BKM?
Ungerea este factorul cel mai critic în determinarea duratei de viață a unui reductor hipoid BKM. Designul angrenajului hipoid generează o frecare de alunecare semnificativă, necesitând lubrifianți de presiune extremă (EP) cu aditivi anti-uzură, cum ar fi compușii sulf-fosfor. Acești aditivi formează straturi de protecție pe suprafețele angrenajului, prevenind contactul direct cu metalul la sarcini mari.
Selectarea vâscozității uleiului trebuie să țină cont de temperaturile de funcționare și de condițiile de încărcare. Calitățile ISO VG 220 sau 320 sunt obișnuite, dar abaterile - cum ar fi utilizarea uleiurilor cu vâscozitate mai mică în medii reci - pot duce la o grosime insuficientă a peliculei. Se recomandă analiza regulată a uleiului pentru a monitoriza epuizarea aditivilor, oxidarea și contaminarea. De exemplu, contaminarea cu particule care depășește codurile de curățenie ISO 4406 poate accelera uzura acționând ca un mediu abraziv.
Sistemele automate de lubrifiere câștigă acțiune în mediile industriale, asigurând o livrare constantă de ulei și reducând erorile umane. Cu toate acestea, regimurile de întreținere manuală trebuie să respecte intervale stricte, cu programe de reluare ajustate în funcție de orele de funcționare și de condițiile de mediu. Tabelul de mai jos rezumă parametrii cheie de lubrifiere pentru reductoarele hipoide BKM:
| Parametru | Recomandare |
|---|---|
| Tip de lubrifiant | Ulei de transmisie EP (ISO VG 220–320) |
| Aditivi | Sulf-fosfor, agenți anti-uzură |
| Standard de curățenie | ISO 4406: ≤18/16/13 |
| Interval de schimbare a uleiului | 5.000–10.000 de ore de funcționare |
3. Pot alinierea și instalarea corespunzătoare a preveni defecțiunile reductorului hipoid BKM?
Nealinierea este un factor important la defecțiunile premature ale reductoarelor hipoide. Chiar și nealinierea minoră unghiulară sau paralelă între arborii de intrare și de ieșire poate induce distribuția neuniformă a sarcinii, crescând stresul asupra dinților și rulmenților specifici angrenajului. Acest lucru se manifestă prin vibrații excesive, zgomot și supraîncălzire localizată.
Instrumentele de aliniere cu laser au devenit standardul industriei pentru precizie, capabile să detecteze nealinierea în termen de 0,001 inci. Metodele tradiționale, cum ar fi comparatoarele cu cadran, sunt mai puțin precise, dar pot fi suficiente pentru sistemele mai mici. Trebuie luată în considerare și creșterea termică; Reductoarele hipoide care funcționează la temperaturi ridicate se confruntă cu expansiunea carcasei, care poate modifica alinierea în timpul funcționării. Compensarea preventivă în timpul instalării - cum ar fi deplasarea arborilor la temperatura ambiantă - poate atenua acest efect.
Practicile de montare sunt la fel de critice. O carcasă deformată din cauza strângerii neuniforme a șuruburilor sau a unei fundații instabile poate introduce solicitări interne. Verificarea piciorului moale, folosind lamele pentru a asigura un contact uniform între reductor și bază, sunt esențiale în timpul instalării.
4. Cum pot tehnologiile avansate de monitorizare să prelungească durata de viață a reductoarelor hipoide BKM?
Integrarea tehnologiilor Industry 4.0 a transformat strategiile de întreținere pentru reductoarele hipoide. Analiza vibrațiilor rămâne o piatră de temelie, accelerometrele detectând defectele sau dezechilibrul dinților angrenajului în stadiu incipient. Analiza domeniului de frecvență ajută la distingerea între armonicile ochiurilor de viteză și defecțiunile lagărului, permițând intervenții direcționate.
Termografia completează monitorizarea vibrațiilor prin identificarea punctelor fierbinți cauzate de frecare sau defectarea lubrifiantului. Camerele portabile cu infraroșu sau senzorii fiși pot urmări tendințele temperaturii, cu abateri de la valoarea de referință indicând probleme potențiale. Sistemele de monitorizare a stării uleiului, echipate cu senzori activați pentru IoT, oferă date în timp real despre vâscozitatea lubrifiantului, conținutul de umiditate și nivelurile de particule. Acest lucru facilitează întreținerea bazată pe stare, înlocuind fluidele numai atunci când este necesar, mai degrabă decât într-un program fix.
Platformele de întreținere predictivă valorifică învățarea automată pentru a analiza datele istorice și în timp real, prognozând riscurile de eșec cu acuratețe ridicată. De exemplu, un algoritm ar putea corela amplitudinile în creștere ale vibrațiilor cu defecțiunea iminentă a rulmentului, determinând înlocuirea preventivă în timpul nefuncționării planificate.
Gestionarea proactivă a defecțiunilor reductorului hipoid BKM depinde de o abordare multidisciplinară: selectarea lubrifianților adecvați, asigurarea unei alinieri precise și adoptarea instrumentelor avansate de monitorizare. Pe măsură ce industriile acordă prioritate durabilității și eficienței operaționale, rolul întreținerii predictive se va extinde, minimizând și mai mult timpii de oprire neplanificați. Progresele viitoare, cum ar fi simulările gemene digitale, promit să perfecționeze aceste strategii, oferind modele virtuale pentru a testa scenarii și pentru a optimiza performanța. Abordând modurile de defecțiune în mod sistematic, operatorii pot maximiza fiabilitatea și longevitatea acestor componente critice de transmisie a puterii.
 05 iunie 2025
05 iunie 2025